Two Test Systems, One Software Platform
Technology innovations in materials testing aren’t just providing better data analytics, they are also providing improved testing efficiencies. In an industry predicated on long-standing industry standards that dictate the parameters of test results—including precision, repeatability and accuracy—we’re still finding ways and opportunities to improve testing efficiency across the industry and focus on improvements, where it makes sense.
Because the standards themselves don’t change much from year to year, we can seek other methods of process improvement. Digitizing test information using updated tools, like enhanced software packages, has allowed users to collect, manipulate, analyze, graph and store data in ways that previously were just not feasible. This ability to make testing data more actionable gives us deeper insights into our materials testing operations.
Streamlined Process Through Software Advancement
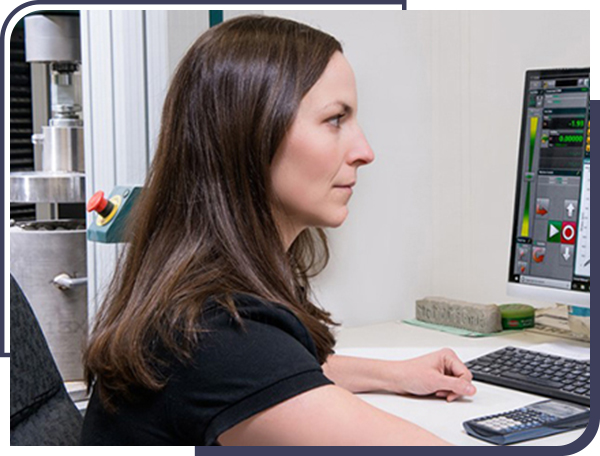
Prior to the use of intuitive software platforms, a computer system was typically needed for each testing set up. That also meant space was needed for each machine, test system, etc. Moving data analysis into a streamlined software process not only helps move our industry forward, but it’s also transforming how we can do things with better data insights and more efficient reporting, while enabling a smaller test system footprint on the testing floor. (Figure 1)

Fig. 1: Advancements in software platforms are providing a more holistic materials testing environment that both improves production and saves floor space within a facility.
Where space is at a premium, like in a lab where there is already quite a bit of existing infrastructure and the constant need to upgrade, with limited space to do so, materials testing software has completely changed how things are done. In the case of Horizon software from Tinius Olsen, there’s more than just space-saving benefits; it has the ability to manage both the test procedures and the automation, making data easily accessible, for everything ranging from R&D to charging and analysis functions of QC testing.
A Gamechanger On the Testing Floor
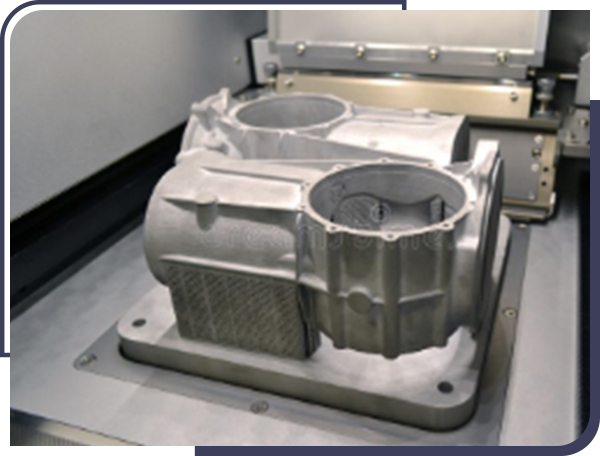
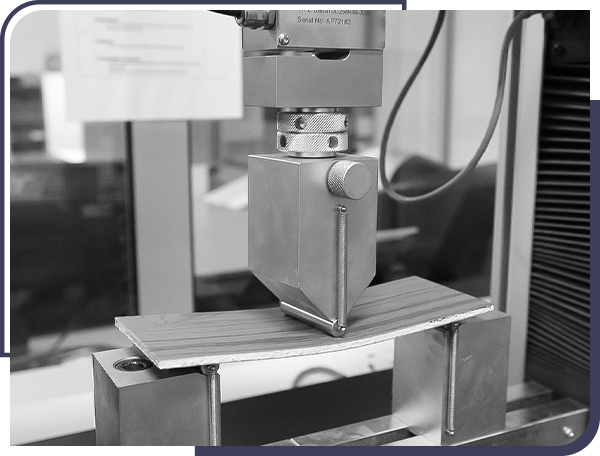
A recent application at a global polymer matrix composite manufacturer put Horizon’s capabilities to the test. An automated materials testing system using the software was built so that two independent automated tests – tensile (ASTM D638) and flexure (ASTM D790) – ran simultaneously on the same machine. The reduced scale of the system in footprint alone enabled a more efficient testing environment, and the physical assembly was complemented by enhanced digital data exchange across internal processes, which included a bar code led data flow, customized results, alerts and system status. (Figure 2)

Fig. 2: Running one software platform across multiple test environments can reduce the materials testing footprint needed, especially critical for upgrades in existing facilities.
Key to this testing set up is the robotic arm, which accesses the specimen rack and test frame for both machines, all running on a single Horizon software platform. Through just one automation cell, the two tests are performed, streamlining data, reducing latency and improving materials testing results.
Overall Operations Improved
Whether you’re controlling and gathering data from multiple melt indexers, hydraulic tensile testing machines, or electromechanical testing machines that are performing tensile, compression, flexural, tear, peel or other tests, Horizon can run all the tests and gather all the information in one place. In addition, the software features a recall function that enables you to add key data that is either not available or missed. All digital data is streamlined and easily accessible.
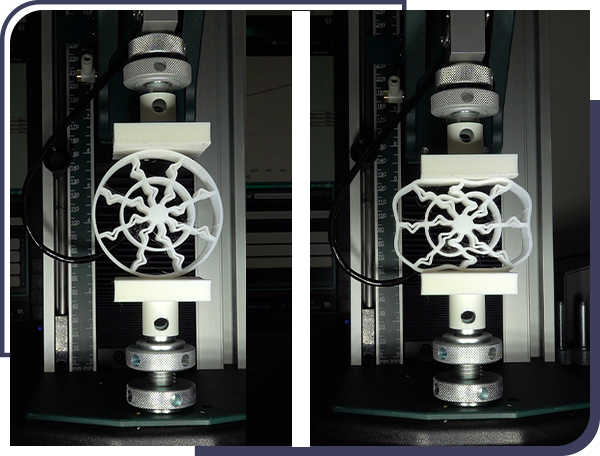
Once all data has been gathered, the software’s result editor and output editor can consolidate all data that has been generated into customizable reports, depending on what type of analysis you or your customers may need. Multiple graph types can be applied per test, like stress vs. strain, or load vs. time, and reports can be distributed across one PC, multiple PCs, or across a network for easy multi-team access, keeping everyone on the same page. (Figure 3)

Fig. 3: Intuitive software platforms, like Horizon from Tinius Olsen, enable streamlined data processing and more advanced results and analysis.
Confidence In Your Testing Methodology
If your testing regime follows a quality control analysis to a variety of international standards, be sure your software includes a built-in test method library built that enables you to select test methods that have been written in accordance with your applicable industry and international test standards.
The ability to customize the test setup using a standard as a template and a configurable database that facilitates sharing across several computers on a company’s network are also important aspects to consider, as this will allow the testing programs and testing data to be used by multiple systems.
As part of the software’s development process, Tinius Olsen took the best features of its existing software, including Test Navigator, QMat and EP600, added a host of report writing and data manipulation capabilities and created Horizon, now one of the most advanced software platforms for materials testing.
As we move forward as an industry, we should continue to develop the means to innovate the materials testing process by focusing not only on testing machines, but on the holistic process of our testing environments.